.png)
发布时间:2019-04-29
一、灌浆套筒进厂时,应抽取灌浆套筒检验外观质量、标识和尺寸偏差,检验结果应符合现行行业标准《钢筋连接用灌浆套筒》JG/T 398及《钢筋套筒灌浆连接应用技术规程》JGJ 355的规定。
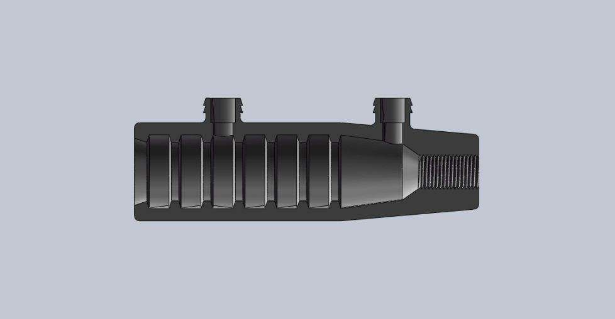
图一:半灌浆套筒剖面示意图
① 检查数量及检验方法
检查数量:同一批号、同一类型、同一规格的灌浆套筒,不超过1000个为一批,每批随机抽取10个灌浆套筒。
检验方法:观察、尺量检查。
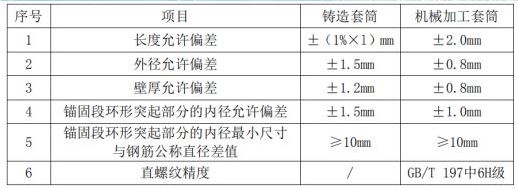
② 套筒的尺寸偏差应符合下表1的规定。
表1 套筒尺寸偏差表
③ 灌浆套筒外观检验
a、铸造的套筒表面不应有夹渣、冷隔、砂眼、气孔、裂纹等影响使用性能的质量缺陷;
b、机械加工的套筒表面不得有裂纹或影响接头性能的其他缺陷;套筒端面和外表面的边棱处应无棱、毛刺;
c、套筒外表面应有清晰醒目的生产企业标识、套筒型号标志和套筒批号;
d、套筒表面允许有少量的锈斑或浮锈,不应有锈皮。
④ 灌浆套筒灌浆端最小内径与连接钢筋公称直接的差值不宜小于小表2规定的数值,用于钢筋锚固的深度不宜小于插入钢筋公称直径的8倍。
表2 灌浆套筒灌浆段最小内径尺寸要求

二、灌浆套筒进厂时,应抽取灌浆套筒并采用与之匹配的灌浆料制作对中连接接头试件,并进行抗拉强度检验,钢筋套筒灌浆连接接头的抗拉强度不应小于连接钢筋抗拉强度标准值,且破坏时应断于接头外钢筋。
检查数量:同一批号、同一类型、同一规格的灌浆套筒,不超过1000个为一批,每批随机抽取3个灌浆套筒制作对中连接接头试件。
检验方法:检查质量证明文件和抽样检验报告。

图2 全灌浆套筒照片
来源:城投中大
责编:皮诺
解读行业热点,尽在装配式建筑网微信,扫一扫二维码关注

联合主办:住建部科技与产业化发展中心 中建科技集团有限公司
预制梦想 装配未来 © 2016 ind-building.com All Rights Reserved 工信部备:京ICP备13052767号-1

































 English
English