.png)
发布时间:2016-07-26
南京万科上坊保障房项目预制构件生产、现场施工等关键技术,项目位于南京市江宁区上坊镇东麒路,占地面积21758平方米,总建筑面积66858平方米,6-01、03、04栋均为剪力墙结构,地下1层,地上18层,建造高度为56.2m;4号中心地库连接6-01~6-04栋,结构形式为框架结构,地下室层高为3.4m;6-05栋为全预制装配整体式钢筋混凝土框架加钢支撑结构体系,地下一层,地上15层,建筑高度为45米,建筑面积10380平方米。

第一章 工程概况
一、工程简介
1.2工程地址:南京市江宁区杨庄东路,所属气候区:夏热冬冷地区
1.3建设单位:南京万晖置业有限公司
1.4设计单位:南京长江都市建筑设计股份有限公司
1.5监理单位:扬州市建苑工程监理有限责任公司
1.6施工单位:中国建筑第二工程局有限公司
1.7项目功能:廉租住房
上坊北侧地块经济适用房项目4号地块6-01、6-03、6-04、6-05栋及4号地库是由南京市政府投资,中国建筑第二工程局有限公司施工的政府民生工程。项目位于南京市江宁区上坊镇东麒路,占地面积21758平方米,总建筑面积66858平方米,6-01、03、04栋均为剪力墙结构,地下1层,地上18层,建造高度为56.2m;4号中心地库连接6-01~6-04栋,结构形式为框架结构,地下室层高为3.4m;6-05栋为全预制装配整体式钢筋混凝土框架加钢支撑结构体系,地下一层,地上15层,建筑高度为45米,建筑面积10380平方米,是全国首栋高层全预制装配建筑。
6-05栋地下一层,地上十五层,建筑面积10380.59平米,建筑高度46.43m。地下一层为自行车库,地上为廉租房,建筑结构形式为全预制钢筋混凝土框架加钢支撑结构体系。其中地下室和底层架空层为现浇钢筋混凝土结构,其余结构(柱、梁、板、隔墙)均采用预制装配整体式施工技术。
3、PC结构特点
PC结构住宅与传统建筑相比,其设计形式和施工方法,有不同的工艺和工序搭接,其主要特点是可实现工业化生产,主要体现在以下几方面:
(1)预制构件产业化流水施工,工业化程度高;
(2)成型模具和生产设备一次性投入后可重复使用,耗材少,节约资源与费用;
(3)现场装配、连接可避免或减轻施工对周边环境的影响;
(4)节能降耗成效显著,建筑废弃物得到抑制,扬尘、噪声污染得到有效控制;
(5)工程施工周期短;
(6)劳动力资源投入相对减少;
(7)机械化程度高,操作人员劳动强度得到有效缓解;
(8)高空湿作业减少等;
(9)真正意义上的实现了绿色工地的环保要求。
1、《建筑结构荷载设计手册》;
2、本工程施工图纸;
3、本工程现场平面布置图;
4、甲方书面文字资料;
5、《蒸压轻质加气混凝土板(NALC)构造墙图(03SG715-1)》;
6、《ST70/27塔吊使用说明书》。
第二章 预制构件生产
一、构件及生产设备
本工程预制构件包括预制预应力梁、预应力板、预制柱、预制阳台及楼梯。
预制预应力板:采用C40混凝土;受力主筋为螺旋肋钢丝φP(fPtK=1570N/mm2),分布筋为圆8二级钢;采用先张法生产工艺;板面划痕,以满足新老混凝土的粘结。
预制非预应力板:采用C40混凝土;受力主筋为圆8二级钢;板长方向设置桁架钢筋避免板下挠;板面划痕,以满足新老混凝土的粘结。
预制预应力梁:采用C40混凝土,受力主筋采用1×7低松弛标准型钢绞线φS12.7(fptk=1860 N/mm2) ,采用先张法生产工艺,箍筋采用普通钢筋;预留叠合层高度。
预制非预应力梁:混凝土采用C40,主筋箍筋按照设计要求布置,箍筋采用普通钢筋,预留叠合层高度,梁叠合面划痕,以满足新老混凝土的粘结。
预制柱:混凝土采用C40,截面采用钢筋混凝土矩形,边长不宜小于300mm, 550mm。多层预制柱之间设置斜向钢筋用于保证运输及施工阶段的承载力及刚度。
预制阳台:采用C40混凝土,阳台一次成型,钢筋按照图纸要求设置,外露钢筋500mm,以便阳台与现浇板、梁的浇筑连接。
预制楼梯:采用C40混凝土,楼梯扶手位置设置预留洞(D80,PVC套管)洞深150mm,且楼梯两头预留不短于500mm长的主筋,以便与休息平台的浇注连接。
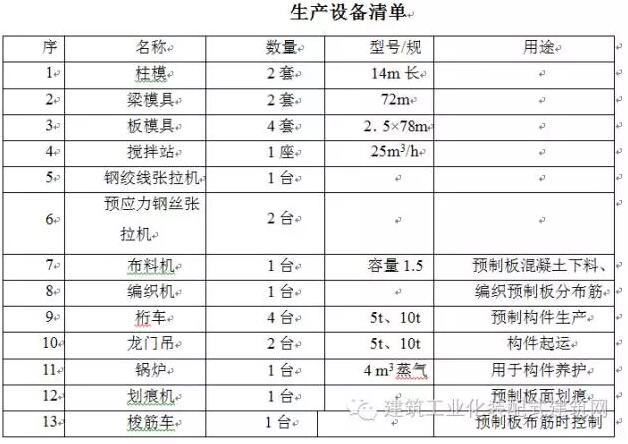
生产设备和大型模具包括:
两套柱生产线(一套4根,长14m/根);其中柱模截面可在300mm×300mm~550mm×550mm范围内调整;

梁模具
两套梁生产线(一套两条,长72m/条),梁模宽度可在200mm~400mm范围内调整;

梁生产线
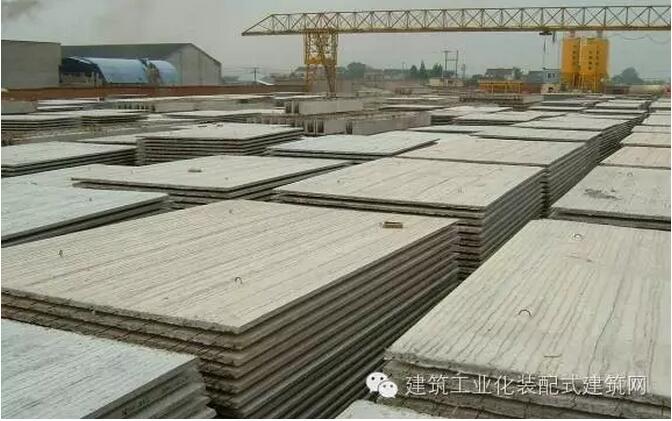
4套板生产线(78m长,2.5m宽);

板生产线
机械化的布料机不同于普通的振动机械,其集播料、振动于一身,布料均匀、振动密实,大大简化了人工劳动,且具备速度快,一条板现仅需45min~1h即可全部完成;

主要用高级丙纶纤维编织分布筋,它替代了人工绑扎钢筋,可直接把编织好的钢筋铺放于刻痕钢丝上,它可编织的分布筋宽度在1.1~2.45m。

编织机

钢绞线张拉机
其与国内其他张拉机械相比具有速度快、内部行程长,操作简便。国内张拉机张拉一根钢绞线需3~4min,而它仅需要1min。

根据本工程的要求计划引进四套阳台钢模,四套楼梯钢模。公司同时配备搅拌站和蒸汽养护设备,并设立了一个按二级试验室标准配备的实验室。
生产设备清单如下表。
二、预制构件生产工艺
预制板
2.1预制预应力板种类
预制板尺寸不受模数限制,可按设计要求随意分割,灵活性大,适用性强,但原则上板长应控制在8 m以内,板宽控制在600 mm~2500 mm范围内,板厚控制在50 mm~80 mm范围内,形状规则方正的板其生产成本较为经济。
2.2预制预应力板生产流程
模板清理(台座)、刷脱模剂→安装高强度钢丝→刻痕钢丝张拉(应力检测)→铺设分布筋 安装挡头钢模、橡胶条、绑扎吊钩及安装洞口预埋件→浇筑混凝土→划毛撤除挡头钢模、盖篷布→蒸汽养护→预应力放张、剪筋、拆模→做好标识、转运堆放。
2.3生产工艺
2.3.1模板(台座)清理、刷脱模剂
由于模板为78m长的2.5 m宽整块钢板制作成型,其间无伸缩缝,其台座清理、脱模剂涂刷均由清扫机一次完成,无须人工清理、刷脱模剂。
2.3.2安装高强刻痕(螺旋肋)钢丝
高强刻痕φI(螺旋肋φp)钢丝,其强度标准值为fPtK=1570N/mm2。按板线排版方案中的刻痕钢丝的数量、位置,预放钢丝数量(钢丝长度应满足张拉要求,本生产线要求钢丝长度至少为82m),并对照板线模板端部活动锁具板的钢丝孔位进行穿孔;在张拉端用锚具固定,推动梭筋车对钢丝进行准确布位,并用垫筋(φ17.5)进行保护层控制,锚固端用锚具固定。
2.3.3钢丝张拉(应力检测)
安装好后的钢丝,先由人工进行张拉调直,让主筋的初始状态基本一致,以保证整体张拉后,各根钢丝张拉应力偏差在允许范围内,并锁定锚具;同时安装好保护链条,确保张拉过程中的安全;启动张拉机,分别调整1、2号控制柄,使张拉时两边受力均匀,步调一致;预应力钢丝采用一次性超张拉工艺,即0-1.03σom,σcom =0.8fPtk。张拉应力控制通过张拉应变控制(张拉伸长长度由试验得出,本生产线为590 mm),后用应力检测仪进行检测,每台座抽检不少于5根钢丝的实际张拉应力。张拉应力允许偏差控制在±5%内。检测达到设计张拉应力后用锚栓固定液压传动轴进行固定。
2.3.4铺设分布筋
分布筋为圆8二级钢,分布筋由于没有采用冷轧带肋钢筋,厂内编制机无法编制成型,需人工进行绑扎。
2.3.5安装挡头钢模、橡胶条

根据板线排版中每块板的尺寸,用锁筋板与分割条进行长度与宽度分割。
2.3.6绑扎吊钩及安装洞口预埋件
针对每块板的长度与宽度,在0.21L(L分别为宽度与长度)交叉处,绑扎吊钩。对照每块板的示意图安放预留孔洞。同时在吊钩、孔洞周边以及板端部用冷扎带肋钢筋进行加固,以防局部板开裂。
2.3.7浇筑混凝土

如蒸养,在模板预热温度达到控制温度(一般为35°C与40°C)时,即可浇筑混凝土;混凝土一般采用C40细石早强混凝土,由后台搅拌。混凝土的塌落度控制在6-8cm,通过运输车、桁车直接运送至具有搅拌、均匀下料、振动成型功能的播料机中。混凝土浇筑过程中板厚由人工控制,薄板厚度应严格控制在规范允许的±5mm偏差范围内。另在混凝土初凝前板表面用划痕梭对板表面进行划痕,划痕深度不得低于4mm。同时应对锁筋板附近用人工进行压光。
2.3.8划毛、撤除挡头钢模、盖篷布

在混凝土达到终凝时,应及时撤除锁筋板,并进行清理修整;同时覆盖篷布。

2.3.9蒸汽养护
混凝土蒸汽养护曲线:
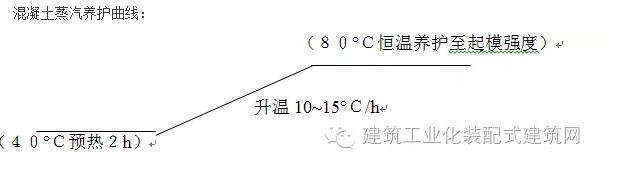
预制板混凝土蒸汽养护曲线
在模板表面温度达40°C(根据室外环境温度不同,起始设置温度不同)之前,混凝土不得浇筑,以防蒸养前后温差大,薄板混凝土易开裂;在混凝土浇筑完毕之前(温控器开关设置为“2” ),其温度控制由板线模板热胀冷缩控制传感器,再通过温控器控制蒸气的打开与关闭;在混凝土浇筑完毕之后(温控器开关设置为“1” ),其温度控制直接由板线模板上的温度感应器触发温控器来控制蒸汽的打开与关闭。在预制板强度达到起模强度(75%设计强度以上)后,停止供汽(温控器开关设置为“0” )。让薄板缓慢降温,避免薄板因温度突变而产生裂缝。
2.3.10预应力放张、剪筋、拆模
篷布卷起后即安装百分表用于检测钢丝回缩。放张时先拔出锚栓,然后启动张拉机进行应力释放。此时预制板应有滑移现象,滑移结束后对百分表进行读数并记录,回缩值一般在1~4mm。剪筋时应从张拉端开始逐一向锚固端进行。剪筋完毕后分别进行起模、脱除分割条。
2.3.11做好标识、转运堆放
根据板线排版,对照预制板分别进行编号、标识;及时进行进行转运堆放,堆放时要求搁置点上下一致垂直,统一位于吊钩处。
3、预制预应力梁生产工艺

预制梁
3.1预制预应力梁种类
预制梁按其受力位置可分为框架梁、次梁;按其截面宽度可分为200mm、250 mm、300 mm、350 mm、400 mm等几种形式;预制部分高度可在200~650 mm自由调整,长度按设计要求。
3.2预制梁生产流程
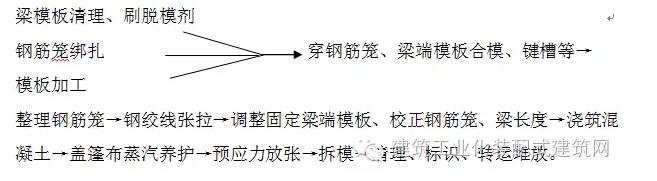
3.3预制梁生产工艺
3.3.1入笼前准备工作
模板清理、刷脱模剂:控制液压操作杆打开梁线模板,由人工对梁线钢模板进行清理、刷脱模剂,确保梁线模板光滑、平整。
钢筋笼绑扎:根据梁线排版表,针对每一个梁的型号、编号、配筋状况进行钢筋笼绑扎,梁上口另配2φ12作为临时架立筋,同时增配几根φ8圆钢(L=500~700mm)起斜向固定钢筋笼作用并点焊加固,以防止钢筋笼在穿拉过程中变形。

3.3.2穿钢筋笼、梁端模板
按梁线排版方案中的钢绞线根数,进行钢绞线断料穿放;按梁线排版顺序从后至前穿钢筋笼,每条钢筋笼按:挡头钢模板→梁端木模板→钢筋笼→梁端木模板→挡头钢模板顺序进行穿笼。

3.3.3合模、整理钢筋笼
钢筋笼全部穿好就位后,操作液压杆合起梁模板,并上好销子与紧固螺杆进行固定。对已变形的钢筋笼进行调整,同时固定预留缺口模板。
3.3.4钢绞线张拉
钢筋笼、模板全部固定好后,对钢绞线锚固端预先用锚具进行固定,张拉端先人工进行拉直,并用锚具固定,后用液压张拉机进行张拉,预应力钢绞线采用一次性超张拉工艺,即0~1.03σom,σcom =0.8fptk,每次行进200mm~300mm,直至张拉力控制值达到1533 N/mm2(法国进口的张拉机读数为350bar)时停止张拉。

3.3.5调整、固定梁端模板、校正钢筋笼、梁长度
张拉完毕后应再次调整在张拉过程中变形的钢筋笼,以及走位的模板;对梁长进行重新校正,并固定。
3.3.6浇筑混凝土
预制梁的混凝土采用C40(中碎石子)早强混凝土,由后台搅拌,混凝土的塌落度控制在6~8cm,通过运输车、桁车直接吊送于梁模中。采用人工使用振动棒振捣混凝土。

3.3.7盖篷布、蒸汽养护
混凝土浇筑完毕后覆盖篷布,即通蒸气进行养护。

其蒸气养护曲线如下:
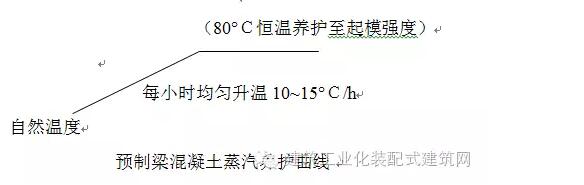
由于梁截面较大,防止混凝土温度应力差过大,梁混凝土浇筑时不需进行预热,直接从常温开始升温,即混凝土浇筑结束后,直接控制温控阀按钮使之处于升温状态,每小时均匀升温20°C,一直升到80°C后通过梁线模板中的温度感应器触发温控器来控制蒸汽的打开与关闭。在预制梁强度达到起模强度(设计未明确的为75%混凝土设计强度)后,停止供汽(温控器开关设置为“0” )。让梁缓慢降温,避免梁因温度突变而产生裂缝。
3.3.8预应力放张、拆模
混凝土强度达到起模放张强度后,卷起篷布,拆除加固用的模板支撑,转动张拉端锚具台座转轮,释放应力。应力释放时应两边同时转动,缓慢均匀释放,避免应力释放过快,局部应力集中而导致梁端部开裂;应力释放到位后,应用电焊割断每根梁的钢绞线,对于框架梁每根梁端部钢绞应预留220 mm长度,后进行折弯;对于次梁每根钢绞线直接从根部割除即可。梁从模板起吊后即可拆除钢挡板,键槽模板以及临时架立筋。对预留在外箍筋进行局部调整;分别对键槽里口、预留缺口混凝土表面进行凿毛处理,以增加与后浇混凝土的粘结力。
3.3.9清理、标识、转运堆放
根据梁线排版表,对照预制梁分别进行编号、标识;及时进行转运堆放,堆放时要求搁置点上下垂直,一致统一位于吊钩处,梁堆放不得超过三层。同时对梁需进行清理。
4、预制柱生产工艺

4.1预制柱种类
截面采用钢筋混凝土矩形,边长分别为500 mm、550mm、600mm、650mm;柱按一次成型节数分为一节柱、二节柱,一次成型柱总高度不宜大于14 m。本工程层高2.9m,采用一节柱(2.9m)和二节柱(5.8m)两种类型。
4.2生产流程

4.3生产工艺
4.3.1模板准备钢筋绑扎
柱模板调整清理、刷脱模剂:根据柱的尺寸调节柱底横梁高度、侧模位置、配好柱底模板尺寸、封好橡胶条;由人工对柱线钢模板进行清理、刷脱模剂,确保柱线模板光滑、平整。
钢筋骨架绑扎:根据每一根柱的型号、编号、配筋状况进行钢筋骨架绑扎,在每两节柱中间另配8φ14斜向钢筋做为保证柱在运输及施工阶段的承载力及刚度,同时焊接于柱主筋上;另根据图纸预埋状况,在柱钢筋骨架绑扎过程中针对柱不同方向及时进行预埋,如墙体预留埋件等。
柱间模板采用易固定、易施工、易脱模的拼装组合模板加橡胶衬而组成。连接件采用套管,其具体形式按照北京建贸要求。
4.3.2柱间模板、连接件、插筋固定
柱间模板、连接件、插筋制作完毕后,分别安放于柱钢筋骨架中相应位置,进行支撑固定,确保其在施工过程中不变形、不移位。柱间模板安放于两节预制柱之间,定位于该柱的最大梁尺寸两端,确保其两边梁的“U”钢筋与负弯矩钢筋及其保护层位置;连接件安放于每段预制柱的上部,其位置与上段预制柱的预留插筋位置相对应,正负误差不得大于±3 mm,确保上段柱的插筋能准确插入;插筋预留于柱每根主筋附近,确保结构受力一致。柱间模板外口用顶撑固定,并在柱间模板里口点焊住定位箍筋。连接件、插筋在柱里部分用电焊焊接与主筋上,外口固定于特制定型钢模上;吊装入模后并通过螺栓与整体钢模板相连固定。
4.3.3调整固定柱模板、校正钢筋笼
柱钢筋骨架入模后,通过柱模上调节杆,分别对柱模尺寸进行定位校正,对柱间模板、钢筋插筋、钢管连接件进行重新校正、固定、核查其长度、位置、大小等。同时对柱插筋、预留钢筋的方向进行核查,预留好吊装孔。
4.3.4浇筑混凝土、盖篷布、蒸汽养护同预制梁
4.3.5拆模清理、标识、转运堆放
混凝土强度达到起吊强度后,即可进行拆模,松开紧固螺栓,拆除端部模板,即时起吊出模、编号、标明图示方向。而后拆除柱间模板进行局部修理,按柱出厂先后循序,进行码放,不得超过3层。
5、预制阳台、楼梯生产工艺
5.1阳台、楼梯的种类
根据图纸要求阳台分为内置阳台和外置阳台,楼梯根据预埋铁的位置分为左右两种。
5.2生产流程
模具清理、刷脱模剂→绑扎钢筋→安装预埋件→组装模具→隐蔽工程验收→浇筑混凝土 覆盖养护→拆模清理、标识、转运堆放。
5.3生产工艺
5.3.1模具清理、刷脱模剂
根据阳台、楼梯的尺寸调高度、侧模位置、配好底模板尺寸、封好橡胶条;由人工对钢模板进行清理、刷脱模剂,确保模板光滑、平整。
5.3.2钢筋骨架绑扎
根据型号、编号、配筋状况进行钢筋骨架绑扎。
安装预埋件:根据图纸要求安装好对应的预埋件,需要穿筋加强的埋件都安要求穿好钢筋。
5.3.3组装模具
模具尺寸偏差应控制在5mm以内,每个模具固定螺丝都必须上牢。
5.3.4混凝土浇筑
混凝土采用(中碎石子)早强混凝土,由后台搅拌,混凝土的塌落度控制在6~8cm,通过运输车、桁车直接吊送于模中。用人工使用振动棒振捣混凝土。
5.3.5拆模清理、标识、转运堆放
混凝土强度达到起吊强度后,即可进行拆模,松开紧固螺栓,拆除端部模板,即时起吊出模、编号、标明图示方向。按要求堆放楼梯一般不超过4层,阳台单体搁置。
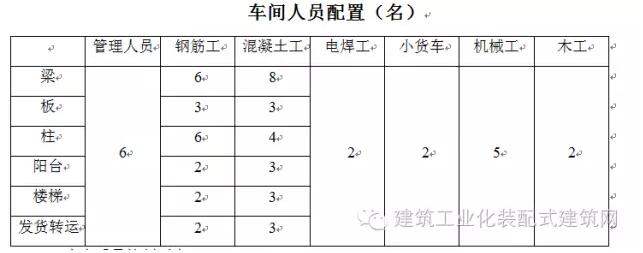
6.车间人员配置
7、生产质量控制要点
7.1预制板
①钢丝张拉应力σcom =0.8fptk。张拉应力允许偏差控制在±5%内。
②板长、板厚、对角线长允许偏差控制在±5mm以内。
③蒸气养护时应严格预热,上升温度曲线应缓慢均匀。
④放张时进行钢丝回缩检测,以验证混凝土强度和钢丝锚固情况。
7.2预制梁
①钢绞线张拉应力应力控制值为0.8fptk,采用一次超张拉工艺。
②梁长偏差控制在±10mm以内。
③键槽混凝土浇筑,应谨防空鼓、孔洞。
④梁上口混凝土表面应平整。
7.3预制柱
①连接件定位、固定确保相互位置,相互间距保证。
②插筋定位、固定,确保长度不短于搭接长度,定位偏差应控制在±3mm以内。
③柱间模板固定、定位,确保柱间尺寸。
④柱编号、方向确保不乱。
7.4预制阳台、楼梯
①起吊埋件、翻身埋件放置正确。
②外露锚固钢筋,确保长度不短于搭接长度。
③阳台、楼梯外露钢筋处混凝土应毛糙,以便于现浇结构的结合。
8、成型构件出厂前养护
预制构件转运堆放后应适时的进行浇水养护,预应力构件浇水养护有益于构件的起拱度的平复。
(未完待续)
附 : 本文目录
解读行业热点,尽在装配式建筑网微信,扫一扫二维码关注

联合主办:住建部科技与产业化发展中心 中建科技集团有限公司
预制梦想 装配未来 © 2016 ind-building.com All Rights Reserved 工信部备:京ICP备13052767号-1

































 English
English